焊丝位置、焊接时常见的焊缝内部缺陷有什么?
发布时间: 2019-01-22作者:baile100浏览量:
一、焊丝位置
在焊丝轴线与焊缝轴线确定的平面内,焊丝轴线与焊缝轴线相交的夹角叫行走角。
二、常见的焊缝缺陷
(1)未焊透熔焊时,接头根部存有未完全焊透的现象,如图1-32。这种现象最易发生在短路过渡CO2气体保护焊中,主要原因是焊接电流太小、焊接速度太大或坡口尺寸不合适。
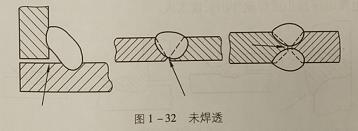
图1-32未焊透
(2)末熔合熔焊时,焊道与焊道间或焊道与焊件间未完全 熔化结合的部分叫未熔合,如图1-33。这类缺陷主要产生在高速大电流焊件及上坡焊中。
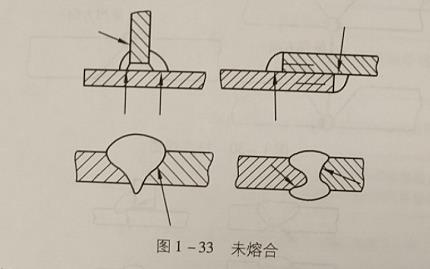
图1-33未熔合
(3)咬边沿焊趾的焊件部位烧熔成凹陷或沟槽的现象叫咬 边,如图1-34。这类缺陷主要产生在高速大电流焊及角焊缝焊 脚过大或电弧电压过大时。
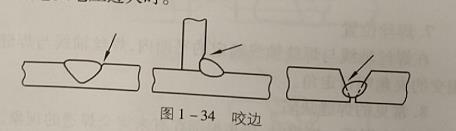
图1-34咬边
(4)焊瘤熔焊时熔化金属流淌到焊缝以外未熔合的焊件上形成金属瘤的现象叫焊瘤,如图1-35。主要原因是坡口尺寸小电弧电压过小或焊丝伸出长度太大。

图1-35焊瘤
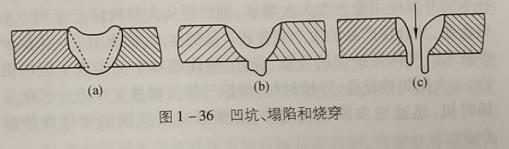
(5)凹坑焊缝表面低于焊件表面的部分叫凹坑,如图
1-36(a)。主要原因是焊接电流太大或坡口尺寸太大。 (6)塌陷焊缝表面塌陷、背面凸起的现象称为塌陷,如图 1-36(b)。主要原因是焊接电流太大或焊接速度太小 ()烧穿熔焊时熔化金属自焊缝背面流出,形成穿孔的现 象叫烧穿,如图1-36(c)。主要原因是焊接电流过大、焊接速度过小或坡口尺寸过大。
热门课程

热门资讯
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么区别2020-03-21
- 二氧化碳气体保护焊运条手法有哪些?2020-03-21
- 药芯焊丝焊接的技巧有哪些2020-03-21
- 二保焊药芯焊丝怎么焊2020-03-21
- 二保焊焊接时的手法是注意哪些2020-03-21
- 初学二保焊焊接手法2020-03-21
- 这10种焊接方法你都知道吗?2020-03-17
- 气保焊(二氧化碳气保焊)的焊接方法2020-03-17
- 电焊、氩弧焊、气保焊、三者有什么区别2019-09-23





