焊接残余应力的调节有哪些方面?
发布时间: 2019-11-06作者:baile100浏览量:
焊接残余应力的调节有哪些方面?
答:在焊缝设计及焊接工艺方面采取相应的措施可以调节内应力,降低残余应力的峰值。采用这些措施可以使内应力分布更合理,避免在大面积内产生较大的内应力,因此有利于消除焊接裂纹等缺陷。
1)在焊缝设计方面应尽量减少焊缝的数量及尺寸,采用填充金属量少的坡口形式。
2)焊缝布置应避免过分集中,焊缝之间应保持足够的距离,尽量避免三轴交叉的焊缝,并且不要把焊缝布置在工作应力最严重的区域。
3)采用刚度较小的接头形式,例如用翻边式连接代替 嵌入式管连接,使焊缝能较自由地收缩。在残余应力的区域内,应当避免几何不连续性,避免应力集中。
4)采用合理的焊接顺序及方向。
①先焊收缩量较大的焊缝,使焊缝尽量能自由收缩。在 具有对接及角接焊缝的结构中,应当先焊收缩量较大的对接焊缝。
②先焊工作时受力较大的焊缝,使内应力合理分布。图8-4所示的工字梁,应先焊受力最大的翼缘对接焊缝1,然后焊接腹板对接焊缝2,最后焊接预先留出的翼缘角焊缝3。这样可使翼缘焊缝预先承受压应力,而腹板则为拉应力。翼缘角焊缝最后焊接,可使腹板有一定的收缩余地。这样焊成的梁,疲劳强度比先焊腹板的梁高出约30%。

图8-4按受力大小确定焊接顺序
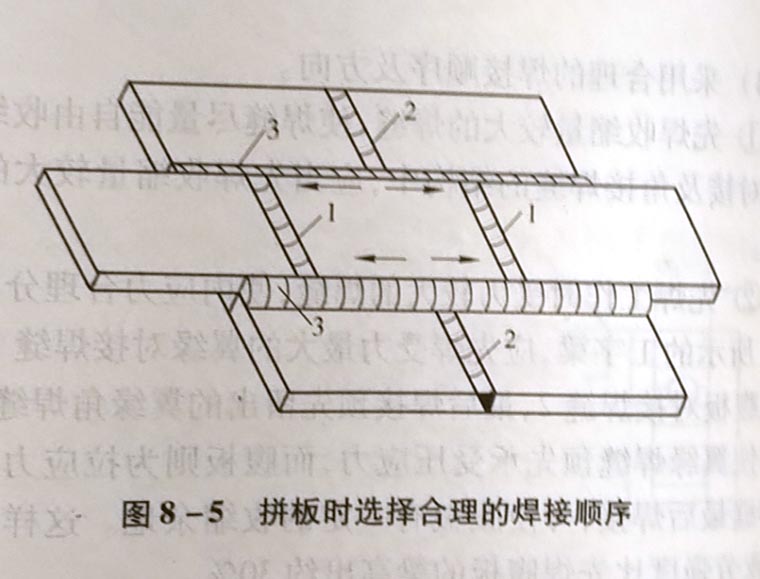
③拼板时应先焊错开的短焊缝、后焊直通的长焊缝,如图8-5所示,使焊缝有较大的横向收缩余地。
④焊接平板的对接焊缝时,应使焊缝的收缩比较自由,尤其是横向收缩。对接焊缝的焊接方向,应当指向自由端。
5)焊接封闭焊缝或刚度较大的焊缝时,可采用反变形法来降低接头的刚度,以减小焊后的残余应力。
6)焊后使用带有小圆弧面的手锤或风枪锤击焊缝,使焊缝得到延展,从而松弛内应力。锤击应保持均匀、适度,避免因锤击过分而产生裂纹。
7)在结构的适当部位进行加热,使它产生与焊缝收缩方向相反的伸长变形。在冷却时,加热区的收缩与焊缝的收缩方向相同。由于焊缝的收缩比较自由,从而也减小了内应力。
答:在焊缝设计及焊接工艺方面采取相应的措施可以调节内应力,降低残余应力的峰值。采用这些措施可以使内应力分布更合理,避免在大面积内产生较大的内应力,因此有利于消除焊接裂纹等缺陷。
1)在焊缝设计方面应尽量减少焊缝的数量及尺寸,采用填充金属量少的坡口形式。
2)焊缝布置应避免过分集中,焊缝之间应保持足够的距离,尽量避免三轴交叉的焊缝,并且不要把焊缝布置在工作应力最严重的区域。
3)采用刚度较小的接头形式,例如用翻边式连接代替 嵌入式管连接,使焊缝能较自由地收缩。在残余应力的区域内,应当避免几何不连续性,避免应力集中。
4)采用合理的焊接顺序及方向。
①先焊收缩量较大的焊缝,使焊缝尽量能自由收缩。在 具有对接及角接焊缝的结构中,应当先焊收缩量较大的对接焊缝。
②先焊工作时受力较大的焊缝,使内应力合理分布。图8-4所示的工字梁,应先焊受力最大的翼缘对接焊缝1,然后焊接腹板对接焊缝2,最后焊接预先留出的翼缘角焊缝3。这样可使翼缘焊缝预先承受压应力,而腹板则为拉应力。翼缘角焊缝最后焊接,可使腹板有一定的收缩余地。这样焊成的梁,疲劳强度比先焊腹板的梁高出约30%。
图8-4按受力大小确定焊接顺序
③拼板时应先焊错开的短焊缝、后焊直通的长焊缝,如图8-5所示,使焊缝有较大的横向收缩余地。
④焊接平板的对接焊缝时,应使焊缝的收缩比较自由,尤其是横向收缩。对接焊缝的焊接方向,应当指向自由端。
5)焊接封闭焊缝或刚度较大的焊缝时,可采用反变形法来降低接头的刚度,以减小焊后的残余应力。
6)焊后使用带有小圆弧面的手锤或风枪锤击焊缝,使焊缝得到延展,从而松弛内应力。锤击应保持均匀、适度,避免因锤击过分而产生裂纹。
7)在结构的适当部位进行加热,使它产生与焊缝收缩方向相反的伸长变形。在冷却时,加热区的收缩与焊缝的收缩方向相同。由于焊缝的收缩比较自由,从而也减小了内应力。
热门课程

热门资讯
- 3095
- 3094
- 3093
- 3092
- 2477




- 手把电焊焊薄铁怎么焊2020-03-17
- 手工焊接方法与技巧2020-03-17
- 目前焊接方法有哪几种2020-03-17
- 焊接方法有哪些?2020-03-17
- 钛及钛合金有什么特点?2019-11-11
- 铝及铝合金有什么特点?2019-11-11
- 铜及铜合金有什么特点?2019-11-11
- 常见的有色金属有哪些种类?2019-11-11
- 常用的热处理方法与焊接有什么关系?2019-11-11





