埋弧焊内、外环缝焊丝的偏移量如何确定?
发布时间: 2019-11-03作者:baile100浏览量:
埋弧焊内、外环缝焊丝的偏移量如何确定?
答对于圆形筒体的对接环缝,可先在焊剂垫上焊接内环缝。焊剂垫由犯轮和承托焊剂的皮带组成,利用与圆形焊件之间的摩擦力与焊件一起转动。施焊过程中向焊剂垫上不断添加焊剂。焊内环缝时焊丝的偏移位置在图3-9中a的部位。
焊外环时,如图3-9中b所示部位。焊接小车可固定安 放在悬臂架上,焊接速度由圆形焊件搁置的转胎进行调节,一般是通过调节电动机的转速进行控制。
焊接内环缝时,焊丝偏移处于“上坡焊”位置,以使焊缝 有足够的熔深;焊接外环缝时,焊丝偏移处于“下坡焊”位置, 这样可减小熔深,避免焊穿,也可使焊缝美观。
环缝埋弧焊焊丝偏移圆形焊件断面中心线的距离,随圆 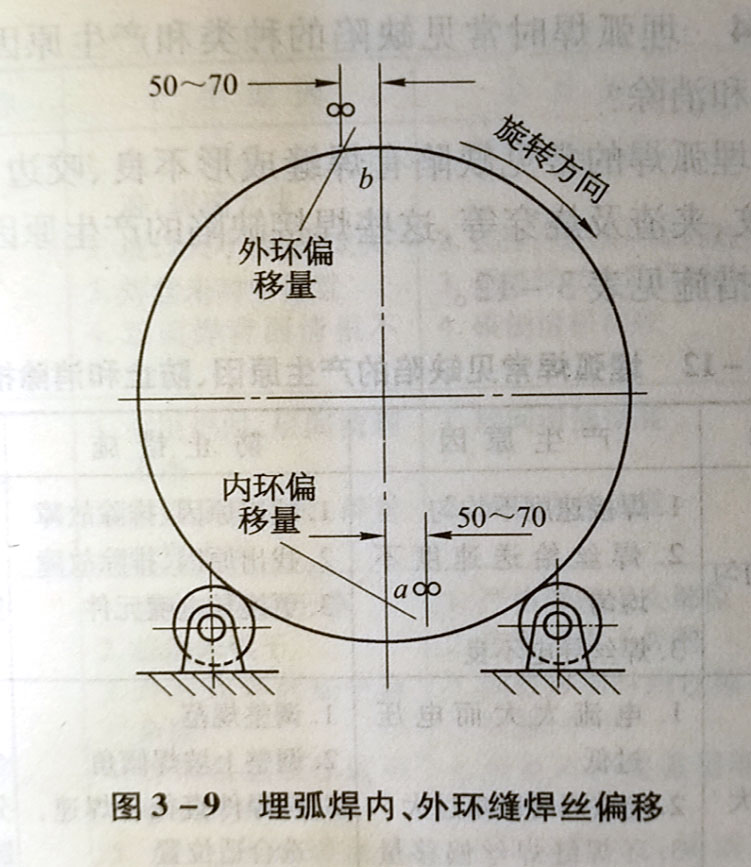 图3-9埋弧焊内、外环缝焊丝偏移
图3-9埋弧焊内、外环缝焊丝偏移
形焊件的直径、焊接速度及焊件厚度的不同而不同:
①焊件直径越大,允许焊丝的偏移尺寸也越大。
②环缝的焊接速度(焊件旋转的线速度)越大,允许焊丝偏移尺寸也可适当放大
③厚板焊缝层数增加,对圆形焊件来说,即相当于直径增大,焊丝偏移量也可放大。
焊接内环缝时,随着焊接过程的继续,即相当于焊件直径在缩小,因而焊丝的偏移距离应由大到小。分层焊时,底层焊缝要求有一定的熔深,焊缝宽度不宜过大,则焊丝偏离可大些;而盖面层焊缝则要求有较大的熔宽,偏移量应小些。
焊接外环缝时,随着焊接过程的继续,即相当于焊件直径在增大,则焊丝偏移距离也应由小到大。分层焊时,底层焊缝要求偏移可小些,而盖面层焊缝可偏移大些。
答对于圆形筒体的对接环缝,可先在焊剂垫上焊接内环缝。焊剂垫由犯轮和承托焊剂的皮带组成,利用与圆形焊件之间的摩擦力与焊件一起转动。施焊过程中向焊剂垫上不断添加焊剂。焊内环缝时焊丝的偏移位置在图3-9中a的部位。
焊外环时,如图3-9中b所示部位。焊接小车可固定安 放在悬臂架上,焊接速度由圆形焊件搁置的转胎进行调节,一般是通过调节电动机的转速进行控制。
焊接内环缝时,焊丝偏移处于“上坡焊”位置,以使焊缝 有足够的熔深;焊接外环缝时,焊丝偏移处于“下坡焊”位置, 这样可减小熔深,避免焊穿,也可使焊缝美观。
环缝埋弧焊焊丝偏移圆形焊件断面中心线的距离,随圆
形焊件的直径、焊接速度及焊件厚度的不同而不同:
①焊件直径越大,允许焊丝的偏移尺寸也越大。
②环缝的焊接速度(焊件旋转的线速度)越大,允许焊丝偏移尺寸也可适当放大
③厚板焊缝层数增加,对圆形焊件来说,即相当于直径增大,焊丝偏移量也可放大。
焊接内环缝时,随着焊接过程的继续,即相当于焊件直径在缩小,因而焊丝的偏移距离应由大到小。分层焊时,底层焊缝要求有一定的熔深,焊缝宽度不宜过大,则焊丝偏离可大些;而盖面层焊缝则要求有较大的熔宽,偏移量应小些。
焊接外环缝时,随着焊接过程的继续,即相当于焊件直径在增大,则焊丝偏移距离也应由小到大。分层焊时,底层焊缝要求偏移可小些,而盖面层焊缝可偏移大些。
热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





