MIG焊的焊接工艺参数有哪些?
发布时间: 2019-11-03作者:baile100浏览量:
MIG焊的焊接工艺参数有哪些?
答:MG焊接的工艺参数有焊接电流、电弧电压、焊接速度、焊丝直径、焊丝伸出长度、焊丝倾角、焊接位置和极性等。此外,还有保护气体的性质及其流量等,它们都影响着焊接工艺性能、熔滴过渡形式、焊缝的几何形状和焊接质量。
(1)焊接电流通常根据焊件厚度确定焊丝直径,然后按所需的熔滴过渡形式确定焊接电流。在稳定的焊接过程中,在其他条件不变的情况下,焊接电流的增加使焊丝熔化速度增加,使焊缝的熔深和余高明显增加,熔宽稍有增加。
(2)电弧电压焊丝直径一定后,要获得稳定的熔滴过渡,除了要选用与其相适应的焊接电流外,同时还需匹配合适的电弧电压(即弧长)。在稳定的焊接过程中,其他条件不变,随着电弧电压的增加,熔深和余高减小,而缝宽增大。
(3)焊接速度即焊枪沿焊缝中心线方向相对移动的 速度。其他条件不变,提高焊接速度,则单位长度上电弧传给 母材的热量显著减小。若速度过高,就会引起咬边;若焊速过 慢,单位长度上的熔敷量增加,熔池体积增大,熔深减小而使 熔宽增加。
(4)焊丝伸出长度指导电嘴端部到焊丝端头的距离。 焊丝伸出长度越长,则焊丝的电阻热越大,其熔化速度也越 快。若伸出过长,则导致电弧电压下降,熔敷金属过多,焊缝 成形不良,熔深减小,电弧不稳定。若伸出过短,则电弧易烧 坏导电嘴,且金属飞溅,易堵塞喷嘴。一般对于短路过渡的焊 丝伸出长度以65-13mm为宜,对其他形式的熔滴过渡,推 荐伸出长度以13~25mm为宜。
(5)焊丝位置焊丝轴线相对于焊缝轴线的角度和位 置,会影响焊缝的形状和熔深。
当焊丝轴线和焊缝轴线在一个平面内,则它们相互之间 的夹角称行走角,如图3-17所示。焊丝向前进方向倾斜焊 接时,称前倾焊法(右焊法);焊丝向前进相反方向倾斜焊接
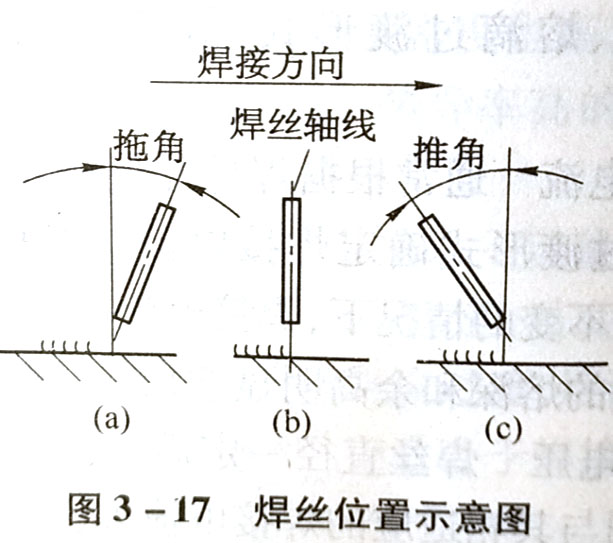
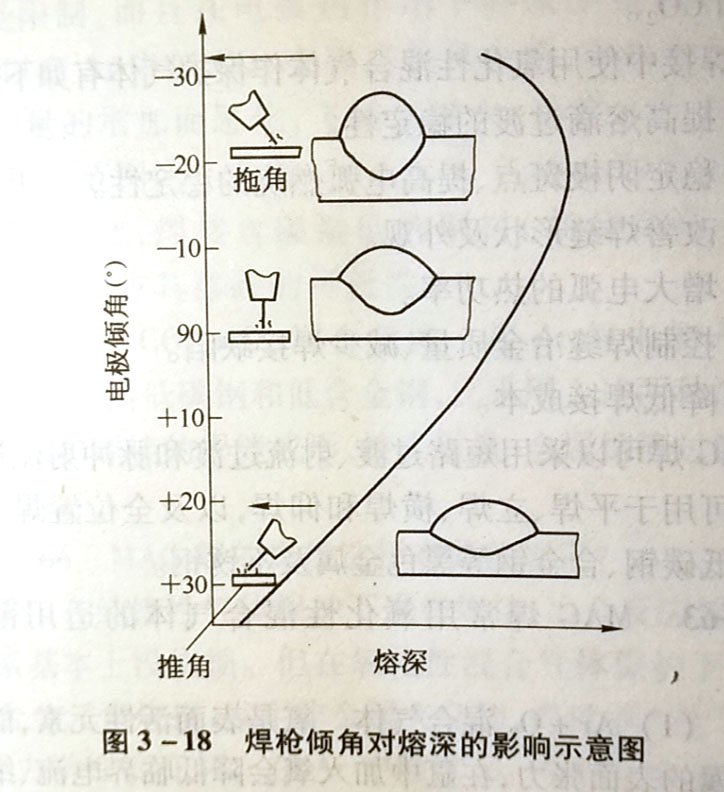
时,称后倾焊法(左焊法);焊丝轴线与焊缝轴线垂直,称正直焊法。这三种焊接方法对焊缝形状和熔深的影响如图3-18所示。当其他条件不变时,焊丝从垂直位置变为前倾焊时其熔深增加而焊道变窄,余高增大。拖角在15°-20°之间熔深最大,这时一般不推荐大于25°拖角。
(7)极性采用直流电源焊接时,极性对焊缝熔深有影响。直流反接(焊丝为正极)时,熔深大于直流正接(焊丝为 负极)。交流电源焊接时是介乎两者之间。
答:MG焊接的工艺参数有焊接电流、电弧电压、焊接速度、焊丝直径、焊丝伸出长度、焊丝倾角、焊接位置和极性等。此外,还有保护气体的性质及其流量等,它们都影响着焊接工艺性能、熔滴过渡形式、焊缝的几何形状和焊接质量。
(1)焊接电流通常根据焊件厚度确定焊丝直径,然后按所需的熔滴过渡形式确定焊接电流。在稳定的焊接过程中,在其他条件不变的情况下,焊接电流的增加使焊丝熔化速度增加,使焊缝的熔深和余高明显增加,熔宽稍有增加。
(2)电弧电压焊丝直径一定后,要获得稳定的熔滴过渡,除了要选用与其相适应的焊接电流外,同时还需匹配合适的电弧电压(即弧长)。在稳定的焊接过程中,其他条件不变,随着电弧电压的增加,熔深和余高减小,而缝宽增大。
(3)焊接速度即焊枪沿焊缝中心线方向相对移动的 速度。其他条件不变,提高焊接速度,则单位长度上电弧传给 母材的热量显著减小。若速度过高,就会引起咬边;若焊速过 慢,单位长度上的熔敷量增加,熔池体积增大,熔深减小而使 熔宽增加。
(4)焊丝伸出长度指导电嘴端部到焊丝端头的距离。 焊丝伸出长度越长,则焊丝的电阻热越大,其熔化速度也越 快。若伸出过长,则导致电弧电压下降,熔敷金属过多,焊缝 成形不良,熔深减小,电弧不稳定。若伸出过短,则电弧易烧 坏导电嘴,且金属飞溅,易堵塞喷嘴。一般对于短路过渡的焊 丝伸出长度以65-13mm为宜,对其他形式的熔滴过渡,推 荐伸出长度以13~25mm为宜。
(5)焊丝位置焊丝轴线相对于焊缝轴线的角度和位 置,会影响焊缝的形状和熔深。
当焊丝轴线和焊缝轴线在一个平面内,则它们相互之间 的夹角称行走角,如图3-17所示。焊丝向前进方向倾斜焊 接时,称前倾焊法(右焊法);焊丝向前进相反方向倾斜焊接
时,称后倾焊法(左焊法);焊丝轴线与焊缝轴线垂直,称正直焊法。这三种焊接方法对焊缝形状和熔深的影响如图3-18所示。当其他条件不变时,焊丝从垂直位置变为前倾焊时其熔深增加而焊道变窄,余高增大。拖角在15°-20°之间熔深最大,这时一般不推荐大于25°拖角。
图3-18焊枪倾角对熔深的影响示意图
(6)焊接位置喷射过渡的焊接可适用于平焊、立焊和仰焊位置。平焊时,工作相对于水平面的斜度对焊缝成形、熔深和焊接速度等都有影响,类似于埋弧焊焊接工艺与技术。(7)极性采用直流电源焊接时,极性对焊缝熔深有影响。直流反接(焊丝为正极)时,熔深大于直流正接(焊丝为 负极)。交流电源焊接时是介乎两者之间。
热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





