CO2气体保护焊不同熔滴过渡的形式应采用怎样的焊接工艺参数?
发布时间: 2019-11-03作者:baile100浏览量:
CO2气体保护焊不同熔滴过渡的形式应采用怎样的焊接工艺参数?
答:CO2气体保护焊时,由于熔滴过渡的形式不同,需要采用不同的焊接参数。
(1)短路过渡主要的焊接参数有电弧电压、焊接电流、焊接回路电感、焊接速度、气体流量及纯度、焊丝伸出长度及电源极性。
1)电弧电压及焊接电流电弧电压是短路过渡时的关键参数,短路过渡的特点是采用低电弧电压。电弧电压与焊接电流相匹配,可获得飞溅小焊缝成形良好的稳定焊接过程。2)焊接回路电感焊接回路电感是在焊接回路中串联电感用于调节短路电流增长速度和调节电弧燃烧时间以控制熔深。
3)焊接速度它对焊缝成形、接头性能等都有影响。焊接速度过快,容易产生咬边及未焊透等缺陷,同时气体保护效果变坏,易产生气孔;焊接速度过慢,易产生烧穿及焊瘤,使接头品粒粗大、变形也大、焊缝成形差、生产率降低。因此,应根据实际情况对焊接速度进行正确选择。通常半自动CO3气体保护焊的焊速不宜超过0.5m/min,机械化全自动C3气体保护焊的焊速不宜超过1.5m/min
4)焊丝伸出长度伸出长度过大时,焊丝容易发生过热而成段熔断、飞溅严重、气体保护效果变差、焊接过程不稳定;伸出长度过小,势必缩短喷嘴与焊件间的距离,飞溅金属容易堵塞喷嘴,影响保护效果,还会影响焊工视线。合适的伸出长度应为焊丝直径的10-12倍,细丝焊时以8~15m为宜,粗丝焊时为15-25mm
5)气体流量及纯度气体流量是根据焊接电流、焊接速度、焊丝伸出长度等综合选择。随着这三个参数值的增加,气体流量也应相应增加。过大或过小的气体流量都会影响气体保护效果。通常细丝焊时,气体流量为15-25L/mn;粗丝大电流机械化焊时可增至30-50Lmin。
CO2气体的纯度(体积分数)不得低于99.5%,瓶内的压力低于1MPa时,就应停止使用,以免产生气孔。
6)电源极性为了减少飞溅,保持电弧稳定,一般都采用直流反接。粗丝大电流焊时,也可用直流正接,此时焊接电流稳定、飞溅小,并且由于负极的热量高于正极,焊丝的熔化速度快熔深浅、母材稀释率低,适用于堆焊或铸铁补焊。
(2)喷射过渡喷射过渡大多采用较粗的焊丝,常用的是d1.6mm或b2.0mm两种。几种直径焊丝采用喷射过渡时的最低焊接电流值和电弧电压范围见表3-28。 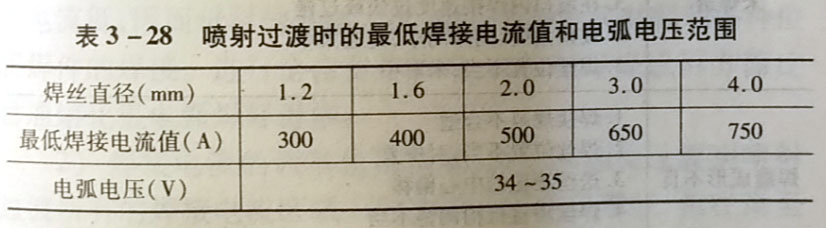 表3-28喷射过渡时的最低焊接电流值和电弧电压范围
表3-28喷射过渡时的最低焊接电流值和电弧电压范围
焊丝直径(mm) 1.6 2.0 0 4.0最低焊接电流值(A)3004050060 750
电弧电压(V) 34-35
每种直径焊丝的最大焊接电流值有限制,例如:小1.6mm焊丝,焊接电流超过600A,焊缝成形就比较困难。
喷射过渡焊接时,电源极性采用直流反接,回路中可不串接电感
答:CO2气体保护焊时,由于熔滴过渡的形式不同,需要采用不同的焊接参数。
(1)短路过渡主要的焊接参数有电弧电压、焊接电流、焊接回路电感、焊接速度、气体流量及纯度、焊丝伸出长度及电源极性。
1)电弧电压及焊接电流电弧电压是短路过渡时的关键参数,短路过渡的特点是采用低电弧电压。电弧电压与焊接电流相匹配,可获得飞溅小焊缝成形良好的稳定焊接过程。2)焊接回路电感焊接回路电感是在焊接回路中串联电感用于调节短路电流增长速度和调节电弧燃烧时间以控制熔深。
3)焊接速度它对焊缝成形、接头性能等都有影响。焊接速度过快,容易产生咬边及未焊透等缺陷,同时气体保护效果变坏,易产生气孔;焊接速度过慢,易产生烧穿及焊瘤,使接头品粒粗大、变形也大、焊缝成形差、生产率降低。因此,应根据实际情况对焊接速度进行正确选择。通常半自动CO3气体保护焊的焊速不宜超过0.5m/min,机械化全自动C3气体保护焊的焊速不宜超过1.5m/min
4)焊丝伸出长度伸出长度过大时,焊丝容易发生过热而成段熔断、飞溅严重、气体保护效果变差、焊接过程不稳定;伸出长度过小,势必缩短喷嘴与焊件间的距离,飞溅金属容易堵塞喷嘴,影响保护效果,还会影响焊工视线。合适的伸出长度应为焊丝直径的10-12倍,细丝焊时以8~15m为宜,粗丝焊时为15-25mm
5)气体流量及纯度气体流量是根据焊接电流、焊接速度、焊丝伸出长度等综合选择。随着这三个参数值的增加,气体流量也应相应增加。过大或过小的气体流量都会影响气体保护效果。通常细丝焊时,气体流量为15-25L/mn;粗丝大电流机械化焊时可增至30-50Lmin。
CO2气体的纯度(体积分数)不得低于99.5%,瓶内的压力低于1MPa时,就应停止使用,以免产生气孔。
6)电源极性为了减少飞溅,保持电弧稳定,一般都采用直流反接。粗丝大电流焊时,也可用直流正接,此时焊接电流稳定、飞溅小,并且由于负极的热量高于正极,焊丝的熔化速度快熔深浅、母材稀释率低,适用于堆焊或铸铁补焊。
(2)喷射过渡喷射过渡大多采用较粗的焊丝,常用的是d1.6mm或b2.0mm两种。几种直径焊丝采用喷射过渡时的最低焊接电流值和电弧电压范围见表3-28。
焊丝直径(mm) 1.6 2.0 0 4.0最低焊接电流值(A)3004050060 750
电弧电压(V) 34-35
每种直径焊丝的最大焊接电流值有限制,例如:小1.6mm焊丝,焊接电流超过600A,焊缝成形就比较困难。
喷射过渡焊接时,电源极性采用直流反接,回路中可不串接电感
热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
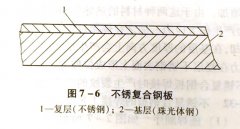
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





